SUMMARY
A fabrication company thermally re-rated two existing disk-and-doughnut heat exchangers for new process conditions at their acid plant. HTRI conducted research that improved their understanding and ability to model disk-and-doughnut heat exchangers.
THE CHALLENGE
- Analyze heat exchanger performance
- Assess the potential for excessive vibration

THE RESULTS
HTRI determined that the first heat exchanger was underdesigned by 45% and could not meet the new process conditions due to inadequate tubeside heat transfer, which dominated the thermal resistance. The second exchanger was underdesigned by 10%, yet able to meet the new process conditions because of the generous fouling factor applied to the cooling water side.
Tube vibration potential was low for both exchangers. Xvib®; results for the first exchanger showed that the maximum gap velocity-to-critical velocity ratio was 0.05, and the maximum vibration amplitude was 0.1% of the tube gap. Results for the second exchanger showed that the maximum gap velocity-to-critical velocity ratio was 0.34, and the maximum vibration amplitude was 2.2% of the tube gap.
HTRI helped the company determine the best course of action to follow for implementing the new process.
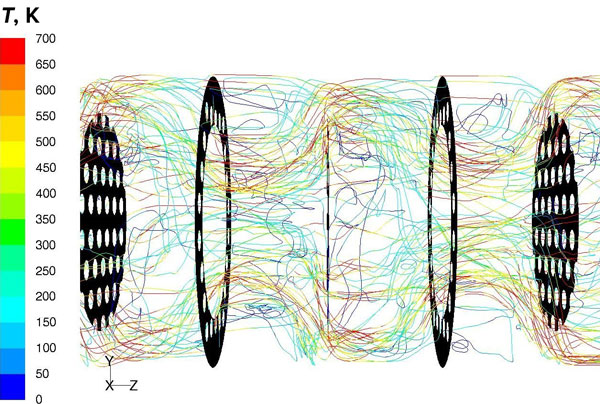
THE TECHNICAL APPROACH
HTRI created two models using computational fluid dynamics (CFD) simulations with Xist® and Xvib software. Both models used a vertical unit with counter-current flow and only one tubepass.
| MODEL 1 | MODEL 2 | |
|---|---|---|
| Service fluids | Boiler feed water as cold fluid on shell side; nitrous gas as hot fluid on tube side |
Cooling water as cold fluid on shell side; nitrous gas as hot fluid on tube side |
| Design pressure, kPa | 6996 on shell side; 722 on tube side |
791 on shell side; 1342 on tube side |
| Design temperature, °C | 271 on shell side; 321 on tube side |
71 on shell side; 149 on tube side |
CFD predictions of the non-segmental baffle behavior were approximated using Xist’s segmental-baffle model. Xist’s computed velocity field around the tube bundle provided the input for Xvib’s analysis around a carefully selected tube that was prone to vibration.
HTRI considered different baffle counts for the same tube length. The variation in baffle count enabled comparisons of the relative impact of cross flow to longitudinal flow within the baffle space. The CFD simulations provided the local pressure, velocity, and temperature fields. HTRI validated the simulations by comparing the CFD predictions of pressure drop and heat transfer with measurements recorded in open literature.

The CFD simulations revealed some interesting behavior.
- There was no bypass stream between the tube bundle and shell.
- Only every second doughnut baffle had a parasitic baffle-to-shell leakage stream, while the disk baffle had none.
- The tube field in cross flow was long; therefore, the pressure drop differential between baffles was small.
- The fully-symmetrical radial flow swept the entire tube field uniformly, avoiding areas of low flow (dead zones) that are typical for segmental baffles.
Based on these CFD observations, HTRI determined the following:
- The temperature profile distortion was minimized because of the absence of the bypass and leakage streams.
- As a byproduct of the flow uniformity, preferential fouling deposition in the dead zones was minimized.
In Xist, the cross flow predicted by the CFD results was modeled by two alternate methods: single-segmental baffles and double-segmental baffles.
Xvib provided an accurate finite element analysis of the vibration potential for one tube. It indicated tube vibration was not a problem, because both the gap velocity/critical gap velocity and maximum vortex shedding amplitude were low.
<< All Case Studies